Optimizing Filling Line Productivity
Introduction
Overall equipment effectiveness (OEE). It’s something we care about, and so do our customers. That’s why we go above and beyond to supply packaging that helps brands get their products to market as quickly as possible.
Here’s How We Did It
Following site visits and close data review, our quality, technical and sales teams decided to study whether there was a correlation between folding carton age and performance on customer filling lines – this would allow us to uncover a set of criteria for ourselves and our customers to optimize performance.
The Approach
One way folding carton performance can be quantified is through opening force, which measures the force required to transform a flat, unformed carton into a formed carton that’s ready to be filled. This “runability” measurement helps gauge how well folding cartons will move through machinery when they’re being filled. The purpose of our study was to determine a tolerance for opening force required on defined folding cartons we manufacture.
The Challenge
When one of our global pharmaceutical customers approached us to better understand possible issues surrounding folding carton performance, we embraced the opportunity. After observing first-hand the customer’s production lines, we identified our challenge: how could we find a way to optimize filling line productivity through the repeatable and predictable behaviour of the folding cartons we manufacture?
The Method
Drawing from a range of complex folding carton structures, some of which were identified by our customer as having historical performance issues, we used a ThwingAlbert 1270 PCA Score Bend & Opening Force tester to measure 100 samples within one (1) hour after manufacturing.
Subsequent measurements of 30 samples were taken one (1) day and seven (7) days after the initial measurements, and then on a weekly basis up to a maximum of 20 weeks. We recorded and averaged the data for each production order to determine repeatable performance of the folding cartons.
Impacts on Opening Force

Creation of Opening Force
The opening force of a carton starts with die-cutting where creasing occurs. Consistent crease quality ensures the carton can be folded and glued predictably during the next stage in the manufacturing process. The folder/gluer machine then bends and breaks wood fibers along creases to generate the initial opening force.
From this point forward, the opening force required increases over time and due to additional factors such as structure, caliper, case configuration, and temperature and humidity, as described in the following sections.
Structure and Substrate
When considering folding carton design, structures where panels are the same size generally require less force to open, compared to those with smaller side panels and larger main panels, which require more force. Also, depending on folding carton structural design, panels will flex during the folding carton erection process which, in turn, creates resistance and increases opening force.
Folding cartons with internal dividers or support structures require even more force than simple side- seam, straight-line cartons.
Finally, substrate caliper, properties and grain direction have significant impact on opening force values. It is important to keep in mind, however, that determining opening force at the design stage is almost impossible because samples cut using sample-making tables cannot reliably predict opening force of a production run using a platen die.
Case Packing and Storage
The importance of appropriate case packing also has significant impact on opening force. If folding cartons are packed too loosely, they will bow and warp. If they are packed too tightly, they will stiffen and opening force values will increase rapidly.
Also, considering that paperboard has absorbent properties, folding cartons can dry out if stored incorrectly, thereby increasing opening force required and potentially leading to cracking during the folding carton erection process.
Key Findings
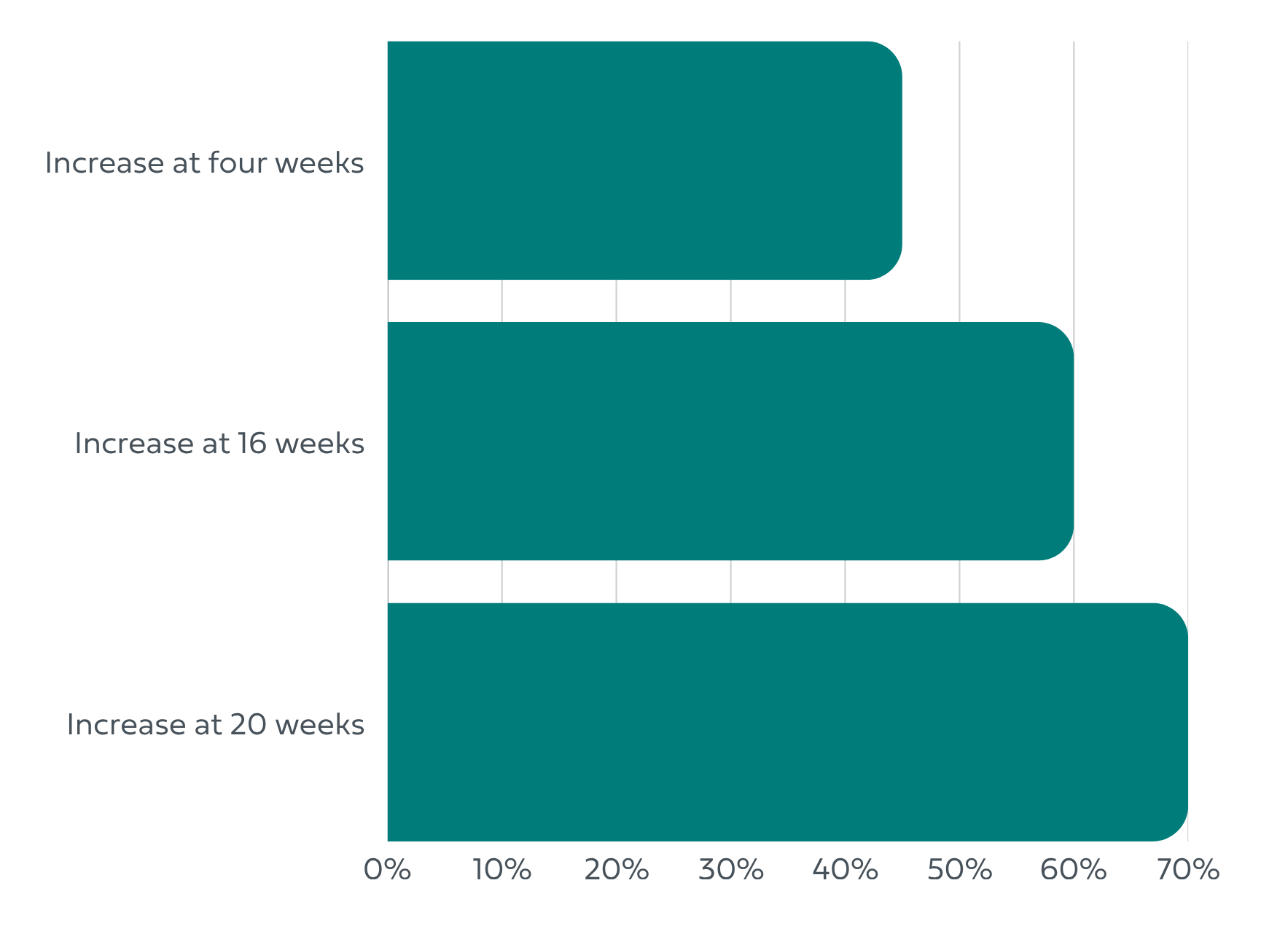
We observed an increase in opening force (from day of finishing) of approximately 45% over a four (4) week period. The majority of this increase occurred within the first 7-10 days. The data showed that this 45% measurement remained fairly consistent. At 16 weeks, the opening force jumped to 60% and at 20 weeks after finishing, we measured an approximate 70% increase. In the dryer winter months, we can expect the opening force to increase.
The Outcome
Based on our results, to maximize repeatability, cartons should be used within three (3) months of receipt from Jones and in sequence of receipt (for repeat production orders).
Conclusions
We encourage customers to come forward with requests to study any existing folding carton structures to help maximize OEE.
Together, we can leverage our packaging development and manufacturing knowledge to positively contribute to the outcomes of our customers’ continuous improvement initiatives.
To read more about Jones Healthcare Group’s folding cartons solutions, download the PDF version.
